 Burmese
Burmese-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली - Burmese
-
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


အိမ်
>
ထုတ်ကုန်များ > လှည့်ခြင်းနှင့် ကြိတ်ခြင်း ပေါင်းစပ်စက်
>
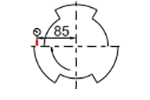
အတွင်းသုံးမျဉ်းကွေး Groove လှည့်ခြင်းနှင့် ကြိတ်စက်






အတွင်းသုံးမျဉ်းကွေး Groove လှည့်ခြင်းနှင့် ကြိတ်စက်
Jingfusi® Inner Three-curve Groove Turning and Milling Machine သည် ကွေးညွှတ်သော သို့မဟုတ် အသွင်အပြင် မျက်နှာပြင် သုံးခုပါရှိသော အတွင်းပိုင်း grooves များကို တိကျစွာ ပြုပြင်ရာတွင် အသုံးပြုသည့် အထူးပြု စက်ကိရိယာတစ်ခုဖြစ်သည်။ ဤ Inner Three-curve Groove Turning and Milling Machine သည် သမားရိုးကျ စက်ယန္တရားနည်းလမ်းများကို အသုံးပြု၍ အလွယ်တကူ ဖန်တီးမရနိုင်သော အတွင်းပိုင်းအစွန်းများ သို့မဟုတ် ပရိုဖိုင်များဖြင့် ရှုပ်ထွေးသော အစိတ်အပိုင်းများ ထုတ်လုပ်ရန် လိုအပ်သော စက်မှုလုပ်ငန်းများတွင် အများအားဖြင့် အလုပ်ခန့်ထားသည်။
မော်ဒယ်:CK46-3+2
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကုန်ပစ္စည်းအကြောင်းအရာ
အတွင်း groove machining အတွက် အဓိကအသုံးပြုသော်လည်း၊ ဤစက်များသည် အခြားသော စက်ပစ္စည်းလည်ပတ်မှုများကိုလည်း ကိုင်တွယ်နိုင်ပြီး ကျယ်ပြန့်သော applications များအတွက် စွယ်စုံရရှိသည်။ အာကာသယာဉ်၊ ဆေးဘက်ဆိုင်ရာ စက်ပစ္စည်းထုတ်လုပ်ရေး၊ မော်တော်ကားနှင့် တိကျသောအင်ဂျင်နီယာစသည့် လုပ်ငန်းများတွင် အနုစိတ်ပြီး တိကျမှုမြင့်မားသော အစိတ်အပိုင်းများကို ထုတ်လုပ်ရန် ဤစက်များကို မကြာခဏ အားကိုးကြသည်။ အတွင်းပိုင်းသုံးမျဉ်းကွေး Groove လှည့်ခြင်းနှင့် ကြိတ်စက်များသည် သတ္တုများ၊ ပလတ်စတစ်များနှင့် ပေါင်းစပ်ပစ္စည်းများ အပါအဝင် အမျိုးမျိုးသော စက်ပစ္စည်းများကို ပြုပြင်ပေးနိုင်သည်။
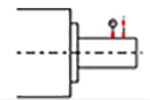
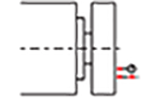
စက်ခရီးသွားပုံကြမ်း

ကုန်ပစ္စည်းအသေးစိတ်

ကန့်သတ်စာရင်း
| ကုသိုလ်ကံ | ယူနစ် | သတ်မှတ်ချက် |
| မက်တယ်။ အချင်းလှည့် | မီလီမီတာ | 250 |
| မက်တယ်။ swing diam ။ စက်လှေကျော် | မီလီမီတာ | Ø၅၀၀ |
| မက်တယ်။ အချင်းကို slide bed ဖြင့် လှည့်သည်။ | မီလီမီတာ | Ø၁၆၀ |
| အိပ်ယာစောင်း ဒီဂရီ | ဘွဲ့ | 35° |
| X-axis ထိရောက်သောခရီးသွား | မီလီမီတာ | 1000 |
| Z-axis ထိရောက်သော ခရီး | မီလီမီတာ | 400 |
| X/Z ဝင်ရိုး အမြင့်ဆုံး မြန်သောခရီးအမြန်နှုန်း | m/min | 24 |
| သွန်းသံအခြေခံဧရိယာ | ㎡ | 1.8 x 1.1 |
| စက်အရွယ်အစား :L x W x H | မီလီမီတာ | 2100x 1580 x 1800 |
| စက်အသားတင်အလေးချိန် | ကီလိုဂရမ် | 2600 |
| ကိရိယာနံပါတ် | pcs | 8 |
| လေးထောင့်ကိရိယာများ | မီလီမီတာ | 20 x 20 |
| အပေါက် ဓားအရွယ်အစား | မီလီမီတာ | Ø၂၀ |
| စုစုပေါင်းမြင်း | kw | 13 |
| ပျမ်းမျှ ပါဝါသုံးစွဲမှု | kw/h | 2 |
| Spindle မျက်နှာပုံစံ |
|
A2-5 |
| ဗိုင်းလိပ်တံအရှိန် | rpm | 6000 |
| Spindle အမြန်နှုန်းသတ်မှတ်ခြင်း။ | rpm | ၁-၄၅၀၀ |
| Spindle Rated Torque | ကမ္မဿကာ | 35Nm (1500r/min) |
| အများဆုံးဘားအချင်း | မီလီမီတာ | Ø၄၅ |
စက်ကိရိယာ တိကျမှု
| စက်တိကျမှု၊ Jingfus အချက် စံနှုန်း | ||||
| အဓိကစမ်းသပ်ပစ္စည်း | ဇယားကွက် | စက်ရုံစံ | ||
| Spindle radial ရိုက်ခြင်း၊ |
 |
အပြင်ဘက်ပုံးအထွက်ကို ထောက်လှမ်းပါ။ | 0.0035 | |
| X-axis အထပ်ထပ်အနေအထား၊ X |
 |
X-axis ၏ ထပ်ခါတလဲလဲ တည်နေရာကို ထောက်လှမ်းပါ။ မှတ်ချက်- အင်ဂျင်အအေးနှင့် အင်ဂျင်ပူခြင်း၏ အမှားကို ထေမိရန် အကြိမ် 50 ခန့် ကြိုတင်ခန့်မှန်းပြီး ထပ်ခါတလဲလဲ အနေအထားကို သိရှိနိုင်သည်။ | 0.003 | |
| Z ဝင်ရိုး အထပ်ထပ် အနေအထား၊ Z |
 |
Z ဝင်ရိုးပေါ်တွင် ထပ်ခါတလဲလဲ အနေအထားကို ထောက်လှမ်းပါ။ မှတ်ချက်- အင်ဂျင်အအေးနှင့် အင်ဂျင်ပူခြင်း၏ အမှားကို ထေမိရန် အကြိမ် 50 ခန့် ကြိုတင်ခန့်မှန်းပြီး ထပ်ခါတလဲလဲ အနေအထားကို သိရှိနိုင်သည်။ | 0.003 | |
| C ဝင်ရိုးပြန်လုပ်သည့်အနေအထား၊ C |
 |
C-axis fixed point ၏ repositioning ကို သိရှိနိုင်သည်၊ မှတ်ချက်- အအေးအင်ဂျင်နှင့် အင်ဂျင်ပူခြင်း အမှားကို ထေမိစေရန် အကြိမ် 50 ခန့် ကြိုတင်ခန့်မှန်းပြီး ထပ်ခါတလဲလဲ အနေအထားကို သိရှိနိုင်သည်။ | 20 arc စက္ကန့် | |
| C ဝင်ရိုးအနေအထား rotary၊ C |
 |
C-axis ၏ ကျပန်းအနေအထား တိကျမှုကို ရှာဖွေပါ၊ မှတ်ချက်- အအေးအင်ဂျင်နှင့် အင်ဂျင်ပူခြင်း အမှားကို ထေမိစေရန် အကြိမ် 50 ခန့် ကြိုတင်ခန့်မှန်းပြီး ထပ်ခါတလဲလဲ ဆက်တင်များကို စစ်ဆေးပါ။ | 72 arc စက္ကန့် | |
| ဖောက်သည်သည် X/Z/Y ဝင်ရိုး၏ ISO သို့မဟုတ် VD1 တိကျမှုကို စမ်းသပ်လိုပါက၊ စာချုပ်ကို ရေးသားသည့်အချိန်တွင် ဆုံးဖြတ်ရမည်ဖြစ်သည်။ ဖောက်သည်သည် Jingfusi Factory ၏ ကနဦးလက်ခံမှုကို တစ်ချိန်တည်းတွင် ဤပစ္စည်းကို စမ်းသပ်ရပါမည်။ | ||||
Hot Tags: အတွင်းသုံးမျဉ်းကွေး Groove လှည့်ခြင်းနှင့်ကြိတ်စက်၊ တရုတ်၊ ထုတ်လုပ်သူများ၊ ပေးသွင်းသူများ၊ စက်ရုံ၊ အရည်အသွေး၊ စျေးနှုန်းစာရင်း
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။
ကျေးဇူးပြု၍ အောက်ပါပုံစံဖြင့် သင်၏စုံစမ်းမေးမြန်းမှုကို အခမဲ့ပေးပါ။ 24 နာရီအတွင်း သင့်အား အကြောင်းပြန်ပါမည်။









X
သင့်အား ပိုမိုကောင်းမွန်သောကြည့်ရှုမှုအတွေ့အကြုံကို ပေးဆောင်ရန်၊ ဆိုက်အသွားအလာကို ပိုင်းခြားစိတ်ဖြာပြီး အကြောင်းအရာကို ပုဂ္ဂိုလ်ရေးသီးသန့်ပြုလုပ်ရန် ကျွန်ုပ်တို့သည် ကွတ်ကီးများကို အသုံးပြုပါသည်။ ဤဆိုက်ကိုအသုံးပြုခြင်းဖြင့် ကျွန်ုပ်တို့၏ cookies အသုံးပြုမှုကို သင်သဘောတူပါသည်။
ကိုယ်ရေးအချက်အလက်မူဝါဒ